![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
|
God Bless America 09/11/2001
|
Today’s coal mining industry demands a 24/7 production of coal with very little downtime. This includes the downtime figured in for the regular maintenance of the equipment involved. With the nations need for energy, who could blame them? The industry wide practice is to make the best use of the downtime that does occur. This is where proper Vibration Analysis comes in. By using proper Vibration Analysis, we can help achieve the best use of this downtime when it does occur, make the best use of the precious scheduled maintenance downtime, and maybe even save a piece of equipment (and its total cost of replacement) in the meantime. CASE HISTORY—(Tail Drive) 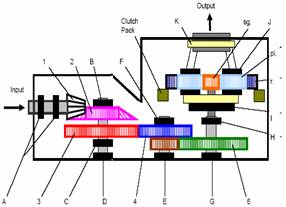
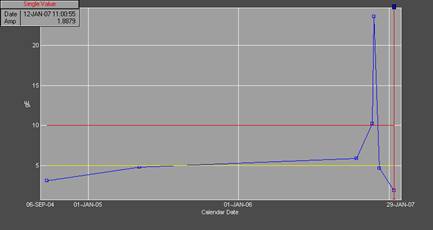
As one can see from the simplified drawing above, there is a lot going on inside this gear box. There are 15 or so bearings, 11 gears, 8 rotating shafts, clutches, gear meshes, etc. It is used to run a chain carrying material off of the face, which can be up to a quarter mile long, meaning there could be as much as a half mile of chain. There is a lot of “noise” going on inside when this beast is running. To put the size of this gear box in perspective, the motor and gear box combined measure approximately 12 feet long and the output section containing the planetary is about 3.5 to 4 feet wide. Just running the chain with no material on it exerts tremendous forces on the bearings and gears creating all of that “noise”. In this case Vibration Analysis was used after an “audible noise” was heard coming from the gear box. Something sounded like it was going to fail, probably a bearing. Should we just replace the whole gear box, or can we find out exactly what is going on inside and fix it? Using Vibration Analysis, we checked the drive while it was in service and running underground. As with any good Predictive Maintenance Program, we had tested the box at the rebuild shop and we also tested it at the startup of the panel when the box was first installed and started underground to get good baseline readings. The palogram below shows the amount of change that had taken place from our baseline readings a month before. We went back 5 days later and the readings were up even higher. 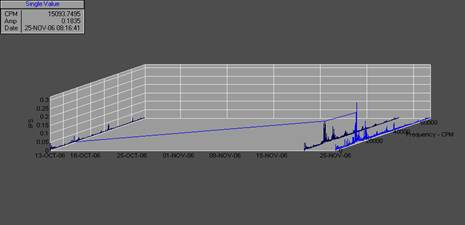 The individual spectrum below is showing a peak with sidebands and a raised noise floor at around 15000 CPM with amplitude of almost .25 IPS (Inches Per Second). The suspect bearing has been overlaid with the spectrum. The peak at 15093 CPM matches the calculated bearing defect of the 1st intermediate shaft gob side bearing (NU230), labeled “D” on our simplified drawing to the left. 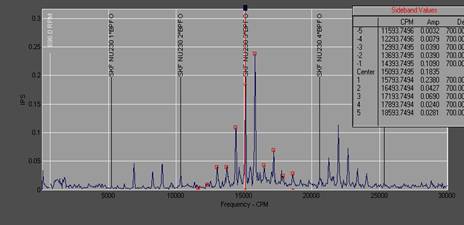 Using an overall graph and a regression line (in Green) we predicted a failure of the bearing in 5 to 10 days. 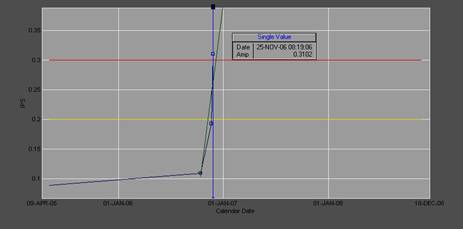
How did we know that this was the bearing that was about fail? We had the correct bearing information for this gear box from the manufacturer. That is key to proper Vibration Analysis; anyone can look at a spectrum and say “It looks like there’s a problem, replace the unit”, but the ability to define the problem/severity and make an informed decision based on those findings can mean the difference between spending (or losing) up to $500,000 with the down time and complete replacement of the gearcase or $10,000 with on site repair. In this case they chose the latter. Replacement of one of these drives can take as long as 2 to 3 days, plus the cost of the replacement. We like to avoid this scenario altogether. It was determined that the bearing was accessible and able to be replaced underground. It only took one shift (8 hours) and was able to be scheduled to coincide with a planned maintenance shutdown! The bearing was replaced and the gear box went back into service immediately with almost no loss of time. The graph below shows the measurement of the overall level of vibration inside the gearbox over time. The tall peak was there at the time the bearing was going bad and was what was telling us there was a problem and further analysis of the gear box was needed to define the problem. As one can see, after the bearing was changed, the level of vibration came back down to its normal level.
The palogram below was also taken after the bearing was changed and shows the bearing defect we were seeing before is now gone. 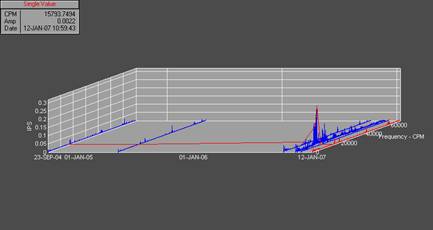
Above is a picture of the actual bearing that was replaced. One can see the obvious spalling of the inner race and can see it was near failure. Also, the spalling pieces of the bearing were being spread throughout the gear case, with a possibility of other damage. A proper Predictive Maintenance Program requires several things to work as intended. The details of the equipment are needed, including bearing part numbers and calculated frequency multipliers from the manufacturer. The shops that rebuild the motors and reducers need to keep the owners informed of any changes that are made inside the equipment, such as gear or bearing changes. The owner then needs to tell the vibration analysts that there are changes, so the analyst can update that data. This allows the analyst to continue to be accurate in the diagnosis of the equipment in question. As we have seen, with only a small investment in a Predictive Maintenance Program and Vibration Analysis you can have the necessary tools for finding problems and determining if equipment is about to fail or needs to be replaced. If it is used properly and to its full extent it can also be used to diagnose and make decisions regarding the ability to field repair and save thousands of dollars on equipment. We love what we do and will continue to bring you updated Newsletters with information on saves utilizing Vibration Analysis and Infrared Technologies. If you have any questions please notify us at Massey Technical Services, my E-mail address is flsavina@ma.rr.com.
|
|
|
Service provider www.NETWORKSOLUTIONS.com. Send email to lmassey@ma.rr.com
with questions or comments about this web
site.
|



